









Womic Steel spesialiseer in die produksie van hoëgehalte staalpype wat voldoen aanDIN 2391standaarde. Ons pype is ontwerp vir 'n wye verskeidenheid toepassings, insluitend strukturele, meganiese en vloeistofvervoerstelsels. Deur gebruik te maak van gevorderde vervaardigingstegnologie en streng gehaltebeheerprosesse, verseker ons dat ons produkte aan internasionale standaarde voldoen, wat ongeëwenaarde duursaamheid, presisie en werkverrigting bied.
Ons staalpype is veral geskik vir gebruik in leeloopwiele, hidrouliese en pneumatiese silinders, meganiese en motor-ingenieurswese, masjinerie, oliesilinderbuise, motorfiets-skokbrekerstaalbuise en motor-skokbrekers binnesilinders. Hierdie toepassings vereis hoësterkte, presisie-ontwerpte pype wat uitstekende betroubaarheid en werkverrigting in veeleisende omgewings bied.
DIN 2391 Naatlose presisiebuise Produksiebereik:
- Buitediameter (OD): 6 mm tot 400 mm
- Wanddikte (WT): 1 mm tot 18 mm
- LengtePasgemaakte lengtes beskikbaar, tipies van 6 meter tot 12 meter, afhangende van die projekvereistes.
DIN 2391 Naatlose presisiebuise Toleransies:
| Parameter | Verdraagsaamheid |
| Buitediameter (OD) | ± 0.01mm |
| Wanddikte (WT) | ± 0.1 mm van die gespesifiseerde wanddikte |
| Ovaliteit (Ovaliteit) | 0.1 mm |
| Lengte | ± 5 mm |
| Reguitheid | Maks 1 mm per meter |
| Oppervlakafwerking | Volgens kliëntspesifikasie (gewoonlik: Anti-roesolie, harde chroomlaag, nikkelchroomlaag of ander laag) |
| Vierkantigheid van punte | ± 1° |

DIN 2391 Naatlose presisiebuise Chemiese Samestelling
| Standaard | Graad | Chemiese Komponente (%) | |||||
| Simbool | Materiaal Nr. | C | Si | Mn | P | S | |
| DIN2391 | St 30 Si | 1.0211 | ≤0.10 | ≤0.30 | ≤0.55 | ≤0.025 | ≤0.025 |
| St 30 Al | 1.0212 | ≤0.10 | ≤0.05 | ≤0.55 | ≤0.025 | ≤0.025 | |
| St 35 | 1.0308 | ≤0.17 | ≤0.35 | ≥0.40 | ≤0.025 | ≤0.025 | |
| St 5 | 1.0408 | ≤0.21 | ≤0.35 | ≥0.40 | ≤0.025 | ≤0.025 | |
| St 52 | 1.058 | ≤0.22 | ≤0.55 | ≤1.60 | ≤0.025 | ≤0.025 | |
Die volgende legeringselemente kan bygevoeg word: Nb: ≤ 0,03 %; Ti: ≤ 0,03 %; V: ≤ 0,05 %; Nb + Ti + V: ≤ 0,05 %
DIN 2391 Naatlose presisiebuise Afleweringsvoorwaardes
Die buise moet vervaardig word deur middel van koudgetrekte of koudgewalste prosesse. Die buise moet verskaf word in een van die volgende afleweringsvoorwaardes:
| Aanwysing | Simbool | Beskrywing |
| Koud afgewerk (hard) | BK | Buise ondergaan nie hittebehandeling na die finale koue vorming nie en het dus 'n redelik hoë weerstand teen vervorming. |
| Koud afgewerk (sag) | BKW | Die finale hittebehandeling word gevolg deur koudtrekking wat beperkte vervorming behels. Toepaslike verdere verwerking laat 'n sekere mate van koue vorming toe (bv. buiging, uitbreiding). |
| Koud afgewerk en stresverlig | BKS | Hittebehandeling word toegepas na die laaste koue vormingsproses. Onderhewig aan toepaslike verwerkingsomstandighede, maak die toename in die betrokke residuele spannings beide vorming en bewerking tot 'n sekere mate moontlik. |
| Gegloei | GBK | Die laaste koue vormingsproses word gevolg deur uitgloeiing in 'n beheerde atmosfeer. |
| Genormaliseer | NBK | Die laaste koudvormingsproses word gevolg deur uitgloeiing bo die boonste transformasiepunt in 'n beheerde atmosfeer. |
DIN 2391 Naatlose presisiebuise Meganiese Eienskappe.
| Meganiese eienskappe by kamertemperatuur | |||||||||||||
| Staalgraad | Minimum waardes vir die afleweringsvoorwaarde | ||||||||||||
| Staalnaam | Staalnommer | BK | BKW | BKS | GBK | NBK | |||||||
| Rm | 'n % | Rm | 'n % | Rm | ReH | 'n % | Rm | 'n % | Rm | ReH | 'n % | ||
| Mpa | Mpa | Mpa | Mpa | Mpa | Mpa | Mpa | |||||||
| St 30 Si | 1.0211 | 430 | 8 | 380 | 12 | 380 | 280 | 16 | 280 | 30 | 290 tot 420 | 215 | 30 |
| St 30 Al | 1.0212 | 430 | 8 | 380 | 12 | 380 | 280 | 16 | 280 | 30 | 290 tot 420 | 215 | 30 |
| St 35 | 1.0308 | 480 | 6 | 420 | 10 | 420 | 315 | 14 | 315 | 25 | 340 tot 470 | 235 | 25 |
| St 45 | 1.0408 | 580 | 5 | 520 | 8 | 520 | 375 | 12 | 390 | 21 | 440 tot 570 | 255 | 21 |
| St 52 | 1.0580 | 640 | 4 | 580 | 7 | 580 | 420 | 10 | 490 | 22 | 490 tot 630 | 355 | 22 |
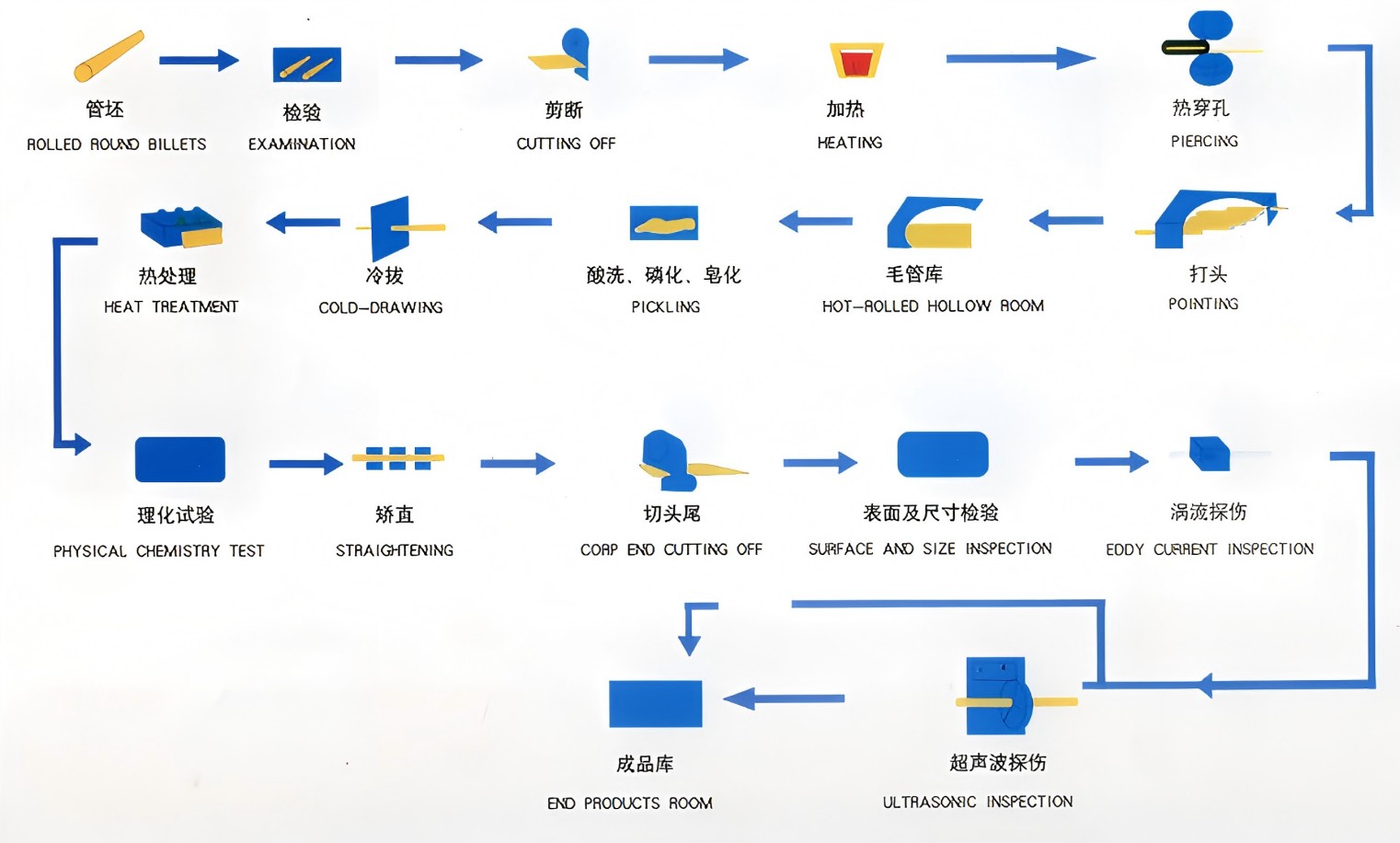
DIN 2391 Naatlose presisiebuise Vervaardigingsproses:
- ·Gerolde Ronde BilletsDie produksie begin met die gebruik van gewalste ronde billets, wat die aanvanklike grondstof in die vorm van staalstawe is.
- ·EksamenHierdie knuppels word eers vir kwaliteit en konsekwentheid ondersoek om te verseker dat hulle aan die nodige standaarde voldoen voordat daar na die volgende stap voortgegaan word.
- ·AfsnyDie knuppels word dan tot die verlangde lengte gesny om aan die vereistes vir verdere verwerking te voldoen.
- ·VerhittingDie gesnyde billets word tot 'n hoë temperatuur verhit om hulle geskik te maak vir verdere vervorming in die volgende stappe.
- ·PiercingDie verhitte billets word dan deurboor om 'n hol middelpunt te skep, wat die basiese struktuur van die naatlose pyp vorm.
- ·Warmgewalste hol kamerDie hol blokke word warmgewals om die pyp verder te vorm.
- ·KoudgetrekDie warmgewalste pype word dan onder beheerde toestande deur 'n matrys getrek, wat die deursnee en dikte verminder en die pyp se afmetings verfyn.
- ·BeitsDie pype word in 'n suuroplossing gepekel om enige oppervlakskaal of onsuiwerhede wat tydens die vervaardigingsproses gevorm word, te verwyder.
- ·HittebehandelingDie pype word aan hittebehandeling onderwerp, wat prosesse soos uitgloeiing behels om hul meganiese eienskappe te verbeter en spanning te verlig.
- ·Fisiese Chemie ToetsDie pype ondergaan fisiese en chemiese toetse om te verseker dat hulle aan die vereiste materiaalspesifikasies en eienskappe voldoen.
- ·ReguitmaakNa hittebehandeling word die pype reguit gemaak om hul eenvormigheid en presisie te verseker.
- ·Spoel-eind afsnyDie punte van die pype word tot die vereiste lengte afgesny.
- ·Oppervlak- en Grootte-inspeksieDie pype word deeglik geïnspekteer vir oppervlakdefekte en nagegaan vir dimensionele akkuraatheid om kwaliteit te verseker.
- ·WervelstroominspeksieHierdie nie-vernietigende toets word gebruik om enige oppervlakkige krake of defekte op te spoor wat dalk nie met die blote oog sigbaar is nie.
- ·Ultrasoniese InspeksieDie pype ondergaan ultrasoniese toetse om enige interne defekte of gebreke op te spoor wat die pyp se sterkte of integriteit kan beïnvloed.
- ·Eindprodukte KamerLaastens word die voltooide pype na die eindproduktekamer gestuur, waar hulle verpak en voorberei word vir versending.
Toetsing en inspeksie:
Womic Steel waarborg volle naspeurbaarheid en gehalteversekering vir alle DIN 2391 Naatlose Presisiebuise deur die volgende toetse:
- Dimensionele InspeksieMeting van OD, WT, lengte, ovaalheid en reguitheid.
- Meganiese Toetsing:
- Trektoets
- Impaktoets
- Hardheidstoets
- Nie-vernietigende toetsing (NDT):Chemiese AnaliseUitgevoer om die materiaalsamestelling met behulp van spektrografiese metodes te verifieer.
- Wervelstroomtoets vir interne defekte
- Ultrasoniese toetsing (UT) vir wanddikte en integriteit
- Hidrostatiese ToetsOm die pyp se vermoë om interne druk sonder faling te weerstaan, te kontroleer.
Laboratorium- en Gehaltebeheer:
Womic Steel bedryf 'n volledig toegeruste laboratorium met gevorderde toets- en inspeksietoerusting om voldoening aan DIN 2391 Naatlose Presisiebuise-standaarde te verseker. Ons tegniese kundiges doen gereelde interne kwaliteitskontroles op elke bondel pype. Ons werk ook nou saam met onafhanklike derdeparty-agentskappe vir eksterne verifikasie van pypkwaliteit.
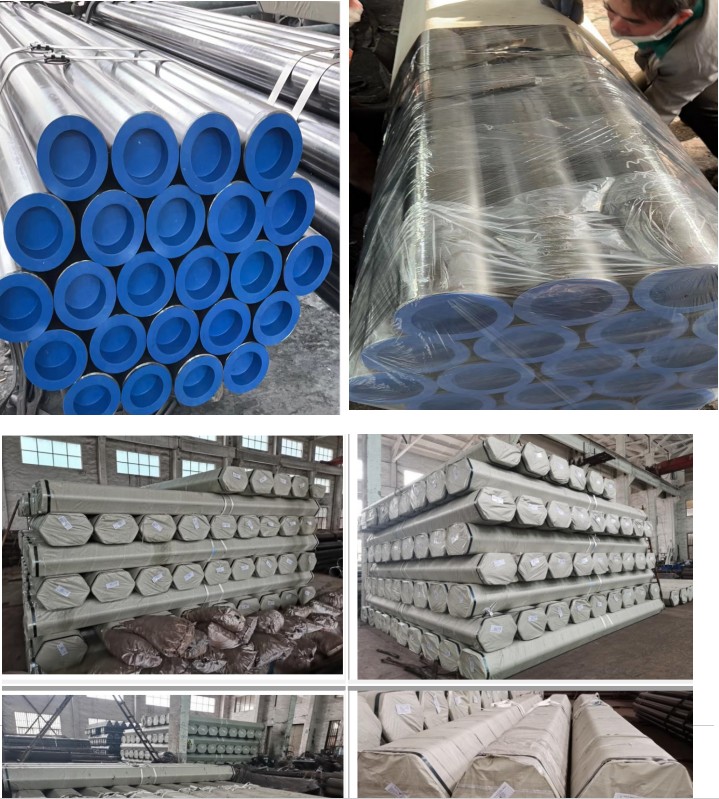
Verpakking
Beskermende laagElke buis word skoongemaak en bedek met 'n korrosiewerende laag om oksidasie of roes tydens vervoer en berging te voorkom. Dit kan 'n laag olie, was of ander beskermende bedekkings insluit volgens die kliënt se vereistes.
EindkappeBeide punte van die buise word verseël met plastiek- of metaal-eindkappe om vuiligheid, vog en skade tydens hantering en vervoer te voorkom.
BundelingDie buise word in hanteerbare pakkette gebundel, tipies in lengtes wat ooreenstem met standaard versendingsvereistes. Die bondels word toegedraai met staalbande, plastiekbande of geweefde bande om hulle stewig bymekaar te hou.
Beskerming tussen BuiseOm direkte kontak te vermy en krapmerke of skade te voorkom, word buise binne die bondels dikwels geskei deur beskermende materiale soos karton, houtafstandhouers of skuiminsetsels.
VerpakkingsmateriaalDie bondels buise word dikwels in krimpfolie of swaar plastiekfilm toegedraai om te verseker dat hulle tydens vervoer ongeskonde bly en teen stof en vog beskerm word.
Identifikasie en EtiketteringElke pakket is duidelik gemerk met die produkbesonderhede, insluitend die staalgraad, afmetings (deursnee, dikte, lengte), hoeveelheid, bondelnommer en ander relevante spesifikasies. Etikette kan hanteringsinstruksies insluit soos "Hou droog" of "Hanteer versigtig".

Vervoer
Vervoerwyse:
SeevragVir internasionale verskepings word naatlose presisiebuise gewoonlik per see verskeep. Die bondels word in verskepingshouers of op plat rakke gelaai, afhangende van die grootte en lengte van die buise.
Spoor- of PadvervoerVir binnelandse of streeksverskepings kan die buise per spoor of pad vervoer word, op platbakvragmotors of in houers gelaai word.
Laai en BevestigWanneer die bondels op vervoervoertuie gelaai word, word hulle stewig vasgemaak om verskuiwing of beweging tydens vervoer te voorkom. Dit kan bereik word deur staalbande, plastiekbande en bykomende verstewigings binne die houer of vragmotor te gebruik. Vir seevrag, as die buise nie in houers is nie, word hulle dikwels op plat rakke gelaai en met bykomende seile of oortreksels vasgemaak om hulle teen weerstoestande soos reën of blootstelling aan soutwater te beskerm.
KlimaatbeheerIndien nodig (veral in vogtige of kusstreke), kan beheerde vervoertoestande (bv. temperatuur- en humiditeitsbeheer) gereël word om enige skade as gevolg van omgewingsfaktore tydens vervoer te voorkom.
DokumentasieBehoorlike verskepingsdokumente word voorberei vir doeaneklaring en vervoeropsporing, insluitend die vrachtbrief, sertifikaat van oorsprong, kwaliteitsertifikate en ander nodige regulatoriese dokumente.
VersekeringOm te beskerm teen potensiële skade, verlies of diefstal tydens vervoer, word dit aanbeveel om versekeringsdekking vir die besending te reël, veral vir internasionale besendings.
Voordele van die keuse van Womic-staal:
- PresisievervaardigingOns moderne produksieprosesse stel ons in staat om aan die strengste toleransies vir deursnee, wanddikte en ovaalheid te voldoen.
- Hoë-gehalte materialeOns verkry slegs die hoogste graad staal van betroubare verskaffers, wat uitstekende meganiese eienskappe en korrosiebestandheid verseker.
- AanpassingOns bied pasgemaakte oplossings gebaseer op kliëntebehoeftes, insluitend spesifieke lengtes, oppervlakbehandelings en verpakkingsopsies.
- Omvattende toetsingMet ons streng toetsprosedures verseker ons dat elke pyp aan alle tegniese en regulatoriese vereistes voldoen, wat betroubare en duursame werkverrigting lewer.
- Ervare spanOns span ingenieurs en tegnici is hoogs bekwaam en kundig, wat die hoogste standaarde in produksie en kliëntediens verseker.
- Aflewering op tydOns werk met 'n betroubare logistieke netwerk, wat tydige aflewerings na enige deel van die wêreld verseker.
Gevolgtrekking:
Womic Steel se DIN 2391 Naatlose Presisiebuise is sinoniem met hoë werkverrigting, duursaamheid en presiese vervaardiging. Ons toewyding aan kwaliteit en kliëntetevredenheid onderskei ons as 'n leier in staalpypproduksie. Of dit nou vir konstruksie, masjinerie of vloeistofstelsels is, ons produkte is ontwerp om aan die hoogste standaarde van betroubaarheid en sterkte te voldoen.
Kies Womic Steel Group as u betroubare vennoot vir hoë kwaliteit vlekvrye staalpype en -toebehore en onoortreflike afleweringsprestasie. Welkom by 'n navraag!
Webwerf: www.womicsteel.com
E-pos: sales@womicsteel.com
Tel/WhatsApp/WeChat: Victor: +86-15575100681 of Jack: +86-18390957568

Verwante Produkte
-

ASTM A213 / ASME SA213 T11 T22 Legeringstaal Naad ...
-

ASTM A178 Ketelbuis Tegniese Datablad
-

PH2800 XPC Elektriese Graaf Onderdele Rupsskoen
-

Kruiper Rupsband skoensamestelling en onderstel C ...
-

JIS G3454 STPG 370 Koolstofstaalpype vir pers ...
-

DIN 2445-Gesertifiseerde Naatlose Staalbuise Tegniese ...
-

Premium EN 10305 Naatlose Staalbuise | Presisie...
-
DIN 2391 Naatlose Presisiebuise Tegniese Data ...
-

ASTM A335 P91 Tipe 2 buise / P5 / P9 / P11 / P1...